|
фиг.1 |

ЗАВАРЯВАНЕ
ЧРЕЗ
ЕЛЕКТРОДЪГОВО
РАЗТОПЯВАНЕ
При
заваряването
чрез
разтопяване
в мястото на
съединяване
частите се
загряват до температурата
на топене на
материала. За
изпълване на
междината в
мястото на
заваряване и
за компенсиране
на
изгарянето
при високата
температура
се добавя
допълнителен
материал, еднакъв
или близък до
заварявания.
Според начина
на
изпълнение
различаваме
ръчно, полуавтоматично
и
автоматично
заваряване.
|
фиг.
1 |
Най-широко
приложение в
химическото
машиностроене
е получило
електродъговото
заваряване.
При него за
разтопяване
на метала се
използва
топлината,
която се
отделя при
получаването
на волтова
дъга,
възбудена между
електрода за
заваряване и
основния материал.
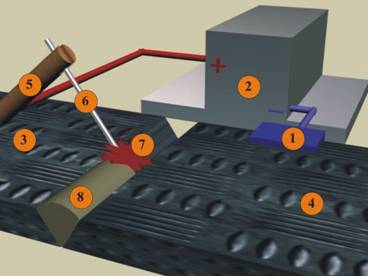
На фиг.1 е
показана
схема за
заваряване,
при която
металният
електрод
играе роля на
проводник за
електрическия
ток и на
източник на
добавъчен
материал. При нея
процесът
протича по
следния
начин ·:
Единият
проводник (1)
от източника
на
електроенергия
(2) се свързва
непосредствено
със
съединяваните
части (3) и (4), а
другият,
посредством
изолираща
ръкохватка (5) -
с електрода (6).
Между
електрода и
съединяваните
части се
получава
електрическа
дъга (7), от
топлината на
която се
разтопява
материалът
на частите и
електродът,
като се
образува
заваръчният
шев (8). За да е
възможно
съединяването
на частите по
този начин е
необходимо
те да са
изработени
от еднакви
или близки по
химичен
състав материали.
От същия
материал
трябва да бъде
изработен и
електродът.
Обикновено
той представлява
метална
пръчка,
покрита с вещество
(флюс), което
при
заваряването
се разтопява
и предпазва
заваръчния
шев от окисляване.
За да е
безопасен за
хората,
обслужващи
апарата за
заваряване,
източникът
на електрически
ток трябва да
е с ниско
напрежение
(до 36V).
Според
разположението
на
заваряваните
елементи
един спрямо
друг се
използват
челно
заваряване и
ъглово
заваряване.
|
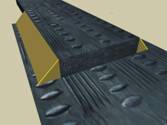
Фиг.2 |
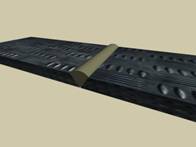
За
челното
заваряване
(фиг. 2) е
характерно, че
в мястото на
заваряване
частите
лежат в една
равнина и се
заваряват по
челните си
повърхнини.
Напреженията
в шевовете
при челно
заваряване
се
разпределят равномерно
и
концентрацията
на напреженията
е най-малка.
За постигане
на качествено
заваряване
челата на
частите се
подлагат на
обработка
(скосяване).
|
фиг. 3
фиг. 4 |
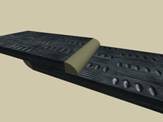
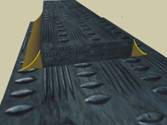
За
ъгловото
заваряване е
характерно,
че в мястото
на
заваряване
частите не
лежат в една
равнина.
Заваряването
става в
ъгъла, под който
тесе срещат.
Към ъгловите
се отнасят
заваряванията,
когато
частите се
препокриват
или сключват
ъгъл помежду
си.
Заваряването
може да става
напречно
(натоварващата
сила е
перпендикулярна
на шева, фиг.3)
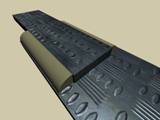
или надлъжно
(натоварващата
сила е
успоредна на
шева, фиг.4).
При
съединяването
на различни
по дължина
детайли се
използват
непрекъснати
и прекъснати
шевове.
Според
разположението
си в простарнството
в процеса на
заваряване
шевовете
биват подови,
хоризонтални,
вертикални, наклонени
и таванни.
|
|

Ъгловите
заварки се
изпълняват
изпъкнали (фиг.3а),
плоски (фиг.3b) и
вдлъбнати
(фиг.3с).
При
изпъкналите
шевове
дебелината е
по-голяма,
при плоските
е равна, а при
вдлъбнатите –
по-малка от
изчислителната
(геометричната)
височина. По-рационални
са плоските и
вдлъбнатите
профили.
Последният е
особено
целесъобразен
при
динамични
натоварвания,
тъй като осигурява
понижена
концентрация
на напреженията.
В
зависимост
от взаимното
положение на
шева и
натоварващата
сила
различаваме
челен шев –
натоварващата
сила е
перпендикулярна
на шева;
флангов шев –
натоварващата
сила е успоредна
на шева;
комбиниран
шев.
ИЗЧИСЛЯВАНЕ
НА ЗАВАРЕНИ
СЪЕДИНЕНИЯ
За
изчисляване
на заварени
съединения
трябва да се
вземе
предвид, че
при тяхното
изпълнение,
вследствие
на силното
местно
нагряване и
добавянето
на
допълнителен
материал,
настъпват промени
в
структурата
и се появяват
вътрешни
напрежения в
съединяваните
части и в самия
шев. Прието е
допустимото
напрежение да
се определя
като част от
допустимото
напрежение
на основния
материал в
зависимост
от характера
на
натоварването,
вида на шева
и неговото
изпълнение.
Така
допустимото
напрежение
за
заварените
съединения
се получава
по-малко от
това на
основния
материал и се
определят по
изразите:
σ’доп
= φ σдоп и ![]() , (1)
, (1)
където
σ’доп и
t’доп са
нормално и
тангенциално
допустими
напрежения
за заварения
шев;
φ –
якостен
коефициент
на
заваряваните
шевове – от 0,5 до
1;
σдоп и tдоп са
нормално и
тангенциално
допустими
напрежения
за основния
материал.
ИЗЧИСЛЯВАНЕ
НА ЧЕЛНИ
ШЕВОВЕ
|
фиг. 6 |
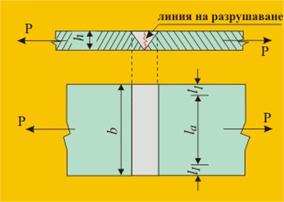
На
фиг. 6 е
показано
заваряване
на два плоски
профила с
челен шеф,
натоварен на
опън. Както и
при други
елементи,
натоварени
на опън, и тук
напрежението
в шева се
определя по основното
изчислително
уравнение на
опън:
![]() , (2)
, (2)
където
Аоп е
активната
площ на
челния шев,
определена от
най-късата
линия на
разрушаване h и
активната
дължина на
шева la. Или:
![]() и
и ![]() (3)
(3)
Активната
дължина на
шева е
по-малка от
пълната му дължина
с l1 и l2.
Това
са съответно
дължини на
началния и краен
участък на
шева, при
които имаме
заваряване,
но то не е
равностойно
по якостни
показатели с
останалата
част на шева,
изпълнена
при вече
установен режим
на
заваряване.
Размерите l1 и l2 се
определят в
зависимост
от
дебелината на
заваряваните
профили.
Най-често
общата им
дължина се
приема за
равна на 10 мм.
Обикновено
при
оразмеряването
трябва да се
определи
дължината на
заваръчния
шев
b=la+(l1+l2).
Активната
дължина се
определя от
ур.3:
![]() . (4)
. (4)
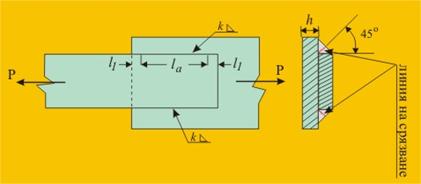
ИЗЧИСЛЯВАНЕ
НА ЪГЛОВИ
ШЕВОВЕ
|
фиг. 8 фиг. 9 |
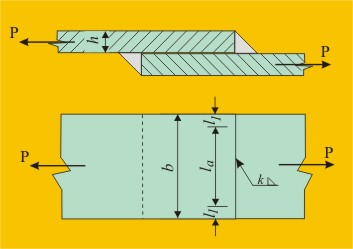
{kind=link}
На
фиг. 8 е
показано
свързване с
надлъжни ъглови
шевове на два
плоски
профила,
които се припокриват.
Условно е
прието
такива
шевове да се
изчисляват
само на срязване.
Тъй като
шевовете са
два, ефективната
площ се
удвоява:
![]() , (5),
, (5),
И
тук
ефективната
площ се
определя от
най-късата
линия на
разрушаване
(срязване).
Ако се
приеме, че
заварката е
плоска и
напречното
сечение на
заваръчният
шев е равнобедрен
триъгълник с
катети, равни
на дебелината
на
свързваните
елементи h, то
линията на
срязване ще
бъде
височината на
този
триъгълник.
Или:
![]()
и ![]() . (6)
. (6)
Активната
дължина на
шева се
определя от ур.6:
![]() (7)
(7)
За
избягване на
неравномерното
разпределение
на
напрежението
при шевове с
по-голяма
дължина, при
възможнсот
се прибягва
до използване
на шев с
прекъсване.
По
същата
изчислителна
методика (ур. 5, 6
и 7) се провежда
и
изчисляването
на
напречните шевове
(фиг.9).